Ideálne otáčky, správna hĺbka záberu aj kvalita nástroja. Faktorov ovplyvňujúcich kvalitu obrábania dreva je veľmi veľa. Ako sa v nich vyznať, aby bol výsledok vždy dokonalý? To je otázka, na ktorú hľadá odpoveď veľa domácich majstrov, ale aj skúsených stolárov. Zhromaždili sme pre vás osem základných pravidiel, ktoré vám pomôžu k správnemu výberu nástroja a nastaveniu pri frézovaní pomocou stopkových fréz.
Pravidlo č.1
Používajte kvalitný a ostrý nástroj
Kvalita opracovania dreva je priamoúmerná kvalite použitého nástroja, najmä stavu jeho ostria. Ak sa rozhodnete zaobstarať si lacnú stopkovú frézu z obchodu pre domácich majstrov alebo čínskeho e-shopu, musíte počítať s tým, že dokonalý výsledok s ňou nedosiahnete.
Tieto lacné nástroje sa v priebehu výroby nevyvažujú, a tak sa pri práci s nimi pravdepodobne budete stretávať s veľmi vysokými vibráciami. Okrem toho môžu mať aj nesúmerne zbrúsené rezné hrany, ktorých kvalita a odolnosť voči otupeniu sa ani zďaleka neblížia tvrdokovovým plátkom európskej výroby. Len vďaka perfektnému ostriu a tiež pravidelnému čisteniu nástroja od usadených nečistôt dosiahnete požadovanú kvalitu výrobku.
Rezné hrany prémiovej kvality nájdete na stopkových frézach CMT a IGM. Pre čistenie nástrojov od pripáleného prachu a živice odporúčame používať čistiacu emulziu CMT Formula.
Pravidlo č.2
Zvoľte vhodný nástroj podľa materiálu
Nie všetky druhy stopkových fréz sú vhodné pre opracovanie všetkých druhov materiálov. Červená séria fréz IGM alebo spájkované stopkové frézy značky CMT sú vhodné pre obrábanie rôznych materiálov na báze dreva. Môžete s nimi teda frézovať masívne mäkké aj tvrdé drevo, preglejku, drevotriesku, lamináty alebo MDF dosky.
Špirálové frézy sú vhodnejšie pre obrábanie masívneho dreva a preglejok, zatiaľ čo nástroje s diamantovými zubami a vymeniteľnými žiletkami sú ideálnou voľbou pre lamináty, MDF dosky a veľmi tvrdé a vzácne drevo. Presné určenie materiálov, pre ktoré sú jednotlivé nástroje vhodné, nájdete v ich popise na e-shope IGM, prípadne v tlačenom katalógu.
Pri výbere stopkovej frézy vyhľadajte údaj o počte frézovacích zubov, ktorý sa označuje písmenom Z. Pokiaľ teda pri nástroji nájdete informáciu Z2, má táto fréza dva zuby. Čím viac zubov stopková fréza má, tým rýchlejšiu a čistejšiu prácu odvedie. Reznú rýchlosť ovplyvňuje aj priemer nástroja. Pokiaľ to váš projekt umožňuje, dajte prednosť nástroju s väčším rezným priemerom, ktorý je označený písmenom D.
 Diamantová fréza IGM / Spájkovaná fréza CMT / Spájkovaná fréza IGM / Žiletková fréza IGM
Diamantová fréza IGM / Spájkovaná fréza CMT / Spájkovaná fréza IGM / Žiletková fréza IGM
Pravidlo č.3
Nepodceňujte kvalitu a stav hornej frézky, ani jej klieštiny
Kvalitný a ostrý nástroj je základ. Ak však nemáte dostatočne výkonnú hornú frézku, prípadne ste zanedbávali jej servis, výsledok práce určite nebude spĺňať vaše očakávania. Aj veľmi kvalitné horné frézky nezabúdajte pravidelne čistiť a servisovať. Overte si, či váš stroj nemá vôľu vo vodiacich tyčiach. To by mohlo spôsobovať vychyľovanie nástroja mimo os frézovania.
Je vhodné pravidelne kontrolovať, či nie je poškodené ložisko hriadeľa vretena. Pokiaľ sa dá hriadeľom ľahko otáčať rukou a jeho chod je tichý, potom je všetko v poriadku. Ak má však hriadeľ vôľu do strán, pri otáčaní kladie odpor alebo buchoce, je vhodný čas na výmenu ložísk rotora. Práca s poškodenými ložiskami má za následok nerovný povrch frézovania, väčšie štiepenie vlákien dreva, či dokonca nezvratné zničenie rotora frézky.
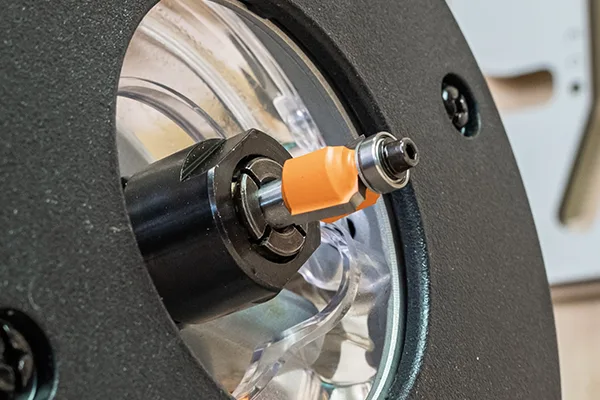
Stolári často zabúdajú aj na klieštinu. Jej stav zásadne ovplyvňuje kvalitu práce so stopkovou frézou. Klieštinu pravidelne kontrolujte a vždy ju udržujte čistú. Prach vo vnútri spôsobuje zlé upnutie stopky nástroja a vedie k vzniku vibrácií, vytláčaniu klieštiny a niekedy aj k zlomeniu stopkovej frézy a vzniku závažného fyzického zranenia! Ak teda klieština zanecháva v stopke nástroja hlboké stopy a pri práci sa stretávate s neprimeranými vibráciami, je ju lepšie bez zbytočného čakania vymeniť za novú.
Pravidlo č.4
Zvoľte správnu hĺbku frézovania
Hĺbka frézovania je ovplyvnená predovšetkým konštrukciou nástroja, celkovou dĺžkou nástroja a dĺžkou zuba. Pokiaľ potrebujete vytvoriť drážku s hĺbkou väčšou než je polovica dĺžky zuba na stopkovej fréze, znížte rýchlosť posuvu tak, aby ste nástroj ani hornú frézku nepreťažovali. Pre plytké drážky, ktoré vytvárajú malý odpor pre nástroj aj frézku, môžete rýchlosť posuvu naopak zvýšiť.
Ak chcete frézovať do väčšej hĺbky, odporúčame frézovať postupne na 4- až 5-krát. Nižšia hĺbka frézovania totižto znižuje vibrácie nástroja, vďaka čomu bude opracovaný povrch oveľa čistejší.
Pravidlo č.5
Nastavte vhodné otáčky
Otáčky frézy sú veľmi dôležitým parametrom, ktorý ovplyvní nielen kvalitu práce, ale aj životnosť vášho nástroja. Ale dajte si pozor, zvýšením otáčok sa síce zlepší kvalita opracovania, ale súčasne sa zvyšuje aj trenie medzi nástrojom a materiálom.
Veľké trenie spôsobuje zahrievanie stopkovej frézy, čo vedie k skráteniu životnosti nielen ostria, ale aj celého nástroja. Preto je nutné nájsť ideálne nastavenie otáčok tak, aby ste dosiahli čo najlepší možný výsledok, ale aby sa nástroj neprehrieval. Optimálne otáčky závisia predovšetkým od priemeru nástroja a typu obrábaného materiálu. Čím väčší je priemer nástroja, tým nižšie otáčky by ste mali zvoliť.

Podľa veľkosti nástroja je možné rozdeliť optimálne otáčky do štyroch skupín.
| Priemer nástroja |
ot./min |
|
2–20 mm
|
24000–18000
|
|
20–40 mm
|
18000–16000
|
|
40–70 mm
|
16000–12000
|
|
70 mm a viac
|
12000
|
Otáčky vášho nástroja nastavte podľa vyššie uvedeného odporúčania. Pokiaľ začne nástroj vibrovať, otáčky mierne zvýšte. Ak naopak zaznamenáte v materiáli stopu pripálenia kvôli prehrievaniu, otáčky je potrebné znížiť.
Pravidlo č.6
Posúvajte frézku správnym smerom
Pri frézovaní je pre výslednú kvalitu povrchu veľmi dôležitý smer, ktorým sa pohybuje nástroj voči obrábanému materiálu.
Súsledné frézovanie
Ak sa nástroj posúva zhodne v smere otáčania nástroja, ide o tzv. súsledné frézovanie. V tomto prípade sa hrúbka triesky postupne znižuje, vďaka čomu sa nástroj menej tupí a odiera o obrábaný povrch. Zhodný smer otáčania spôsobuje priťahovanie obrobku smerom k nástroju a je teda potrebné dať si pozor na udržanie konštantnej rýchlosti posuvu hornej frézky.
Nesúsledné frézovanie
Ak sa nástroj posúva proti smeru otáčania nástroja, hovoríme o tzv. nesúslednom frézovaní. Pri ňom sa hrúbka triesky postupne zvyšuje, čo má za následok rýchlejšie otupenie nástroja spolu s vyšším zahrievaním a väčším trením o materiál. Pri tomto spôsobe frézovania sú navyše triesky vyhadzované smerom pred nástroj. Tým dochádza k ich opätovnému obrábaniu, čo môže spôsobovať preťažovanie nástroja. Opačný smer otáčania má navyše za následok aj odtláčanie nástroja od obrobku.
V prevažnej väčšine prípadov je najvhodnejšie frézovať súsledne. Pokiaľ teda frézujete ručne pomocou hornej frézky a dielec máte pod ňou, mali by ste jeho bližšiu stranu obrábať zľava doprava. Ak frézujete s hornou frézkou upnutou vo frézovacom stolíku a frézujete vzdialenejšiu stranu dielca, mali by ste ním posúvať aj sprava doľava.
Pravidlo č.7
Pozor na vlastnosti frézovaného materiálu
Keďže drevo nie je homogénny materiál, nemá jednotnú štruktúru a žiadne dva kusy dreva na svete nie sú úplne rovnaké. Na to je nutné dať si pozor pri frézovaní. Treba vziať do úvahy smer vlákien, hustotu dreva, hrče, vlhkosť, ale aj pórovitú stavbu konkrétne spracovávanej dreviny. Najmä pri práci s masívnym drevom si dajte pozor predovšetkým na frézovanie čelných vlákien, ktoré vytvárajú veľký odpor voči nástroju a sú veľmi náchylné na vyštiepavanie.

Čelný rez vlákien

Pozdĺžny radiálny smer
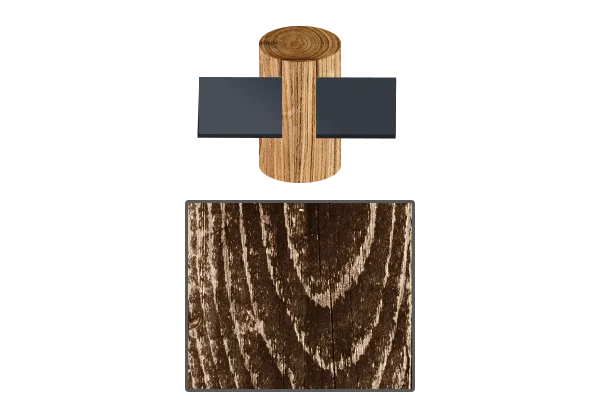
Pozdĺžny tangenciálny smer
Pre stolárske projekty do interiéru je základom správne vysušené drevo, jeho vlhkosť by sa mala ideálne pohybovať medzi 8–12 %. Pokiaľ má vaše drevo vlhkosť vyššiu, môže sa pri práci náčinie rýchlo zanášať a na nástroj aj drevo sa začnú pripaľovať zvyšky triesok, čo môže mať neskôr za následok krútenie, či priamo popraskanie výrobku. Vplyvom nízkej vlhkosti v interiéri totižto drevo postupne vyschýna, a to spôsobuje jeho mechanické zmeny, akými sú krútenie, ohýbanie alebo vznikanie trhlín.
Drevo s vlhkosťou pod 8 % sa najčastejšie používa na výrobu hudobných nástrojov. S vlhkosťou dosahujúcou 15–22 % sa zase bežne stretnete pri materiáloch pre stavebné konštrukcie.
Pravidlo č.8
Najviac vás naučí prax
Ani najlepšia znalosť teórie, prečítanie týchto pravidiel a ďalších príručiek vám nezaručí, že niekedy pri frézovaní neurobíte chybu. Majstrovstvo dosiahnete až praxou. Považujte vyššie uvedené pravidlá za východiskový bod k lepšiemu pochopeniu problematiky a dbajte pri svojej práci na ich dodržiavanie.
Využite odrezky rôznych materiálov a jednotlivé činnosti si skúšajte. Cvične si vyfrézujte drážky alebo falc, skúste obrábať hrany dielca pod uhlom alebo rádiusom, skúšajte si frézovanie pomocou šablón a kopírovacích ložísk. Keď zistíte, ako každý nástroj a materiál funguje, potom už pre vás nebude problém zvoliť správne parametre frézovania, budete vedieť, čomu sa vyvarovať, alebo kedy už je vhodný čas dať nástroj prebrúsiť.
Majte k nástroju, frézke aj k materiálu rešpekt. Nezabúdajte na zásady bezpečnosti práce a používajte ochranné okuliare a ochranu dýchacích ciest.
Riešenie najčastejších problémov pri frézovaní
Hĺbka frézovania
Vibrácie *
Otáčky
Odsávanie prachu
Počet frézovacích zubov
Upnutie frézy / podložky
Prílišné opotrebovanie frézy
Pripálené stopy materiálu
Otáčky
Počet frézovacích zubov
Odštipnutá frézovaná hrana
Otáčky
Rýchlosť posuvu
Odsávanie prachu
Stabilita stroja
Pevnosť upnutia obrobku
Rýchlosť posuvu
Hĺbka frézovania
Vibrácie *
Priemer stopky
Presnosť klieštiny
Zmena frézovacieho nástroja
* Ako znížiť vibrácie? Je dôležité vedieť, že vibrácie môžu byť spôsobené viacerými faktormi, napr. opotrebovaním nástroja, nedostatočnou silou klieštiny, nevhodným upnutím frézy alebo zle zvolenou kombináciou rýchlosti posuvu a otáčok nástroja. Pre zníženie vibrácií je vhodné zvoliť vyššie otáčky, nie však tak vysoké, aby spôsobovali prehrievanie. Nástroj by najlepšie mal byť iba taký dlhý, aký si vyžaduje frézovanie. Dlhšie nástroje mávajú väčší sklon k vibráciám. Frézu vždy vkladajte do očistenej klieštiny až po vyznačenú značku K na stopke a pevne ju v klieštine utiahnite.